
製作工程
-
-

1
養蚕について
-
絹は、蚕が繭を作る際に口から吐き出される糸から作られます。 この繭を作るため、古来、蚕を育てる仕事が盛んに行われてきました。 この蚕を飼育する工程が「養
蚕」です。
当社では、昭和30年代より、卵から孵化飼育する稚蚕飼育工場を操業しておりました。 (ちなみに、現在では、低価格の輸入繭激増にともない養蚕農家が激減した ため、弊社稚蚕飼育工場は操業を中止しております) -
-
サナギ」 (繭の中で羽化し自力で繭を食い破って出ます。)

-
「成虫(カイコガ)」
-
「孵化」
-
「二齢幼虫」 (一齢から五齢まで睡眠・脱皮を繰り返します。)
-
「五齢幼虫」
-
「繭」 (サナギの状態に戻る)
-
-

-
-
2
乾繭について
-
絹に至る第一工程は、養蚕による繭作りから始まりました。第二の工程は、乾繭工場での乾繭処理です。これは当たり前の事なのに、以外と忘れられる所なのです。
蚕が作った繭から糸を取るには、繭をお湯に浸して、繭のセリシン(にかわ質)をとかしつつ、引っ張るようにして糸を取ります。ですが、繭は中に睡眠中の蚕のサナ
ギがいる生ものです。早くしないとサナギが目を覚まし、脱皮してカイコ蛾となって、繭を破ってでてきます。まるでモスラのように(古い)!!繭は全部繋がった糸
で出来ていますから、穴あき繭で取った糸では、品質は格段に落ちてしまいます。
それこそ大昔は、そんな風に急いで糸を繰り出ししたのでしょうが、近代のように工場制機械製糸方式が導入されてからは、毎日、工場のキャパに見合った一定の生産 量を確保しつつ、年間を通して操業していかねばなりません。蚕はセミやキリギリスと同じ昆虫で、季節的な生き物です。そこで、一定の時期に大量に収穫した繭を いっぺんに製糸処理できないのならば、糸を取るまで保存しておく必要があります。そこで考え出されたのが乾燥処理です。ゴジラにも勝つモスラの最大の弱点は実は 熱だったのです(しつこい)!!
繭を熱乾燥する事で中のサナギもミイラのように乾燥します。これならカイコ蛾になって繭を破ってくることもありません。乾燥状態なのでカイコの死骸で真っ白な繭 が汚れる事もありません。かさかさ状態ではカビも生えないので保存管理さえしっかりしていれば何年でも取り置きが可能です。 -
-
第一段階:養蚕農家の蚕
-
第二段階:乾繭工場の乾繭
-
-
「からむし」とは…
-
-
-
3
養蚕について
-
繭を乾燥処理した乾繭ができあがると、次はいよいよ糸作り、それが製糸です。
製糸は、繭から繊維を繰り出して生糸を作ります。実際には繭を温かいお湯に浸して繭を柔らかくし、繭の繊維質をほぐしていきます(解繊)。そしてほぐれた繭の繊 維部分を引っ張るように引き出して一本の糸にしていきます。繭を構成している一本の繊維は約2~3デニール位です。
繭から取れた絹糸の事を特に「生糸(きいと)」と呼びます。一個の繭からでる糸は約3デニール程度ですので、そのままでは細すぎて、また細いために弱すぎて製品 化が出来ません。それで、お湯から引き出す場合には数個の繭を纏めて引っ張って一本の糸に引き出します。一般的に4~11個位の数の繭を同じお湯の中から引き出 して一本の糸にしていきます。
生糸でよく作られる、つまり需要の多い糸の種類は21中や27中です。ここで中(なか)という単位が出ましたが、「デニール」と同じ単位と考えて結構です。
「21中」=「21デニール」
「27中」=「27デニール」
です。繭一個の糸が3デニールと考えると、21中は7個の繭から引き出して出来た生糸、27中は9個の繭から引き出した糸で出来た生糸、という事になります。
-
-
-
4
撚糸について
-
<撚糸とは>
繭から取った生糸は、一本一本がとても細いので、この状態のままで織物をするのにはとても大変で織れません。そこで、この生糸を何本か合わせて撚り(より)を かけて一本の糸に作り直して、糸の太さや強度を調整します。つまり、織物を織るために用意する糸を織物用に作りなおすための準備段階が「撚糸(ねんし)」という 事になります。 -

-
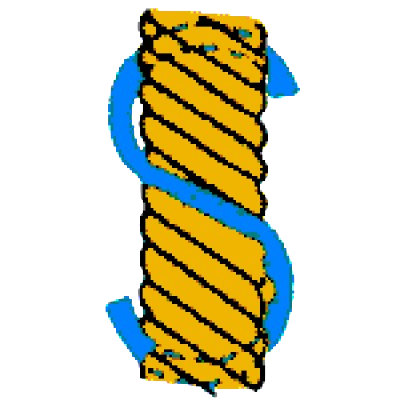
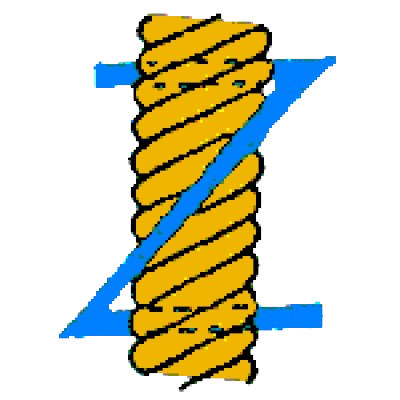
<撚りの方向>
この時の撚りは、その撚りをかける方向で、時計回りの右回りに回転をかけたものを「右撚り」「S撚り」といい、反時計回りの左回りに回転をかけたものを「左撚 り」「Z撚り」と言います。この撚り方向は、生地の光沢や摩擦係数(生地の丈夫さ)にも影響します。 -
-
<撚りの程度>
また、この時の撚りの回転数も出来上がった糸の特性に影響を与えます。この回転数を「撚り数(よりすう)」と言いますが、絹糸の場合、1m間の拠り数で「撚り 数」を表します。一般的に、拠り数の大きい程、しっかりした強い糸になりますが、糸の太さや糸の本数にもよりますので、一概に決め付ける事はできません。
以上、のように撚りの方向や程度(回数)に工夫を加えて、様々な組合せをする事で多種多様な特性を持った糸が出来上がります。その糸を上手に使い分け、組み合わ せる事で、生地の風合い・肌触り・光沢・硬さ・丈夫さを調整して試行錯誤しながら、それぞれの織物工場が作りたいと思う生地を目指していくわけです。撚糸工程だ けで、正直、気の遠くなるような無限の組合せがあります。 -
<撚糸の種類>
-

1
強靭な繊維:繊維の中でも抜群に張力に優れ、水に濡れると更に強くなり耐久性に優れています。
-
2
諸(双)撚糸(もろねんし・もろよりいと)/片撚りのかかった糸を2本以上引きそろえ、更に片撚りと反対方向の撚りをかける撚糸。
-
3
駒撚糸(こまねんし・こまよりいと)/片撚り(強撚)のかかった糸を2本以上引きそろえ、更に片撚りと反対方向の撚りをかける撚糸。
上記の三種類が絹糸の撚糸の基本です。でもそれ以外にも、無限の組合せの工夫で、壁撚糸(かべねんし・かべよりいと)とか飾撚糸(かざりねんし)
とかいった特殊撚糸の技術もあります。撚糸技術は日進月歩で、今現在も新しい撚糸技術の開発に、当社はもちろん、全国の糸業者は日夜研鑽を重ねて います。
-
-
[撚糸工場内を大公開→こちらからどうぞ。]
-
-
-
5
染色について
-
<染色とは>
当たり前の事ですが、絹糸は、それ自体、白色で色はついていません。そこで用途に合わせて織物を美しく彩る事で織物が完成します。この工程を染色といいます。染 色には基準をどこに置くかで色んな分類方法に分かれますが、当社は基本的に糸を取り扱う原料製造業としての立場から、「染めて織るか」、「織ってから染めるか」 の二つに分類します。この立場からしますと、染色には、原料を染めてから織る「先染め法」と、織物を織ってから白生地に色を乗せる「後染め法」とに分類できま す。 -
<撚糸の種類>
-
1
「原料染め法」は絹わたの状態で染色し、その染まったわたを糸に引いて織る方法です。
-
2
「糸染め法」は糸の状態で染色して織る方法です。
「原料染め法」は別名「トップ染め」とも呼びます。糸にならない内のもっとも最初の段階から染めるという事で「トップ染め」と言うのか?…言葉の
語源は分かりませんが、昔から「トップ染め」と呼んでいます。この方法は、染色方法自体は難しいものではありませんが、染めた「わた」を糸に引く
技術を残している会社が、現在では殆ど消滅しているので、今では非常に珍しいと言えます。全国でも数少ないと思いますが、当社ではその伝統技術を
大切に継承して現在も「トップ染め」を守り続けています。この「トップ染め」は複数の色が混沌と混ざり合う事で、かすみやおぼろのような幽玄調的
な表現に適しています。「糸染め法」は地元米沢産地の主要な染色方法で、ストライプ(縞柄)・チェック(格子柄)等の基本柄の表現や、縦糸と横糸
を別色で織る事で玉虫色の光沢を作るシャンブレー表現などに適した染色方法です。和装で使われる絣染め(かすりぞめ)も「糸染め法」のひとつです
が、かなり手の込んだ染め方といえます。一般に和装でいうところの紬やお召しや帯類、男物の着物などは先染めが多いようです。
-
-
<後染め>
後染め法は織物になってから染める方法で、大別すると、一色に染め上げる「無地染め」と模様染めをする「捺染(なせん)」のふたつがあります。「捺染」は分かり やすく言えばプリント染めですが、その染色方法で直接捺染、抜染(ばっせん)、防染(ぼうせん)に別れますし、染色手段により機械捺染、転写捺染、手捺染(てな せん)に分かれます。それぞれを複合的に組み合わせたものもあります。ひとくちにプリントと言えば「なぁ~んだ、印刷みたいなもん?」とありがたみが少ないよう に感じたりもしますが、型を工芸的にひとつひとつ手作りしたり、絞り染めや友禅染めのようにひとつひとつ手作業で色付けするものもあり、その奥はとても深いもの があります。一般に和装で馴染みのある付下・小紋・訪問着などは、この後染めが多いようです。
-
-
-
6
織りについて
-
<織りとは>
二方向の一連の糸を交差させて織物を作ることです。織物の長い方向に走る糸を「経糸(たていと)」と呼び、それと交差する方向に走る糸を「緯糸(よこいと)」と 呼びます。経糸を固定しておいて緯糸をそこに通して織物を織る機械を「織機(しょっき)」または「機(はた)」と呼び、この織機を使って織ることを機織り(はた おり)と呼びます。人力の単純な織機は「手織機(ておりばた)」とも呼ばれ、それを使う場合は手織りとも呼びます。 -
【経糸の準備】
-
1
整経(せいけい)
経糸を整えるという意味です。織物に必要な経糸本数を並べ、シートに引き揃えます。織物の巾にもよりますが、経糸の本数は数百本から数千本、長さ
は数十mから数百mにまでもなりますので、引き揃えたシートはドラムに巻きつけた筒状の状態で取り扱って織機に取り付けます(経巻き)。この状態
のものを現場では通称「おまき」と呼んでいます。 -
2
小拵え(こごしらえ)
小拵えとは次に1本1本の経糸を織機に通す工程のことです。この工程には「綜絖通し(そうこうとおし)」と「筬通し(おさとおし)」という作業が
あります。 -

1
「綜絖通し」という作業ですが、これは綜絖(そうこう)という織機に備わっている金属性の用具に経糸を1本1本通す作業です。この綜絖の真ん中に糸を 通す穴があり、そこに糸を通した状態の綜絖を二群に分かって上下運動をさせ、それにより経糸が上下二層に順次分かれていき、緯糸を挿入させる状態を作 り上げるものです。
-

-
2
次に「筬通し」という作業を行います。筬(おさ)という用具は金属製の櫛状になっていて上下を固定して糸が通る細い隙間になっています。この隙間を筬 羽(おさは)と言い、経糸をこの筬羽に通す作業が筬通しです。この筬羽に何本の経糸を通すかで織物の経糸密度が決まります。また、実際の織りの作業に おいては、この筬が前後に往復運動することによって、挿入された緯糸を打ち込んで経・緯を密に織る事ができます。
-


-
-
【緯糸の準備】
-
1
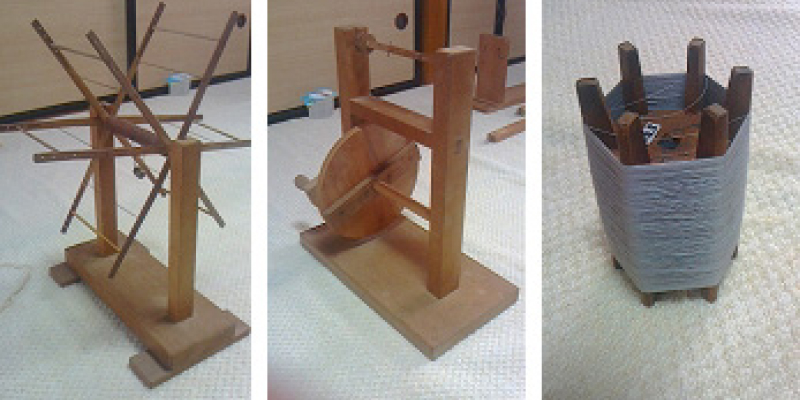
上げ枠
糸は一般的に枠周3尺6寸5分または4尺5寸の長さで数千回転分の長さになっています。このひと束を綛(かせ)と言います。つまり、枠に糸を何周
にも巻きつけるので丸い円状になります。この円状の円周の長さを枠周と呼び、何周巻きつけたかの数が回転数もしくは回数となります。織りをするに
当たっては、この糸の規格を、織機の規格に合わせる必要があります。そこで六角形の形をした枠に巻きなおします。絹糸を使う米沢産地ではこの六角
枠が主流ですが、糸や産地によっては四角い枠を使う場合もあります。 -
-
2
杼(ひ)
「シャトル」とも呼びます。木製の弾丸状のもので、これが左右に往復運動しながら緯糸を経糸の間に織り込んでいきます。それで、綜絖の上下運動で
経糸が上下二層に分かれた間を杼口(ひぐち)と言います。杼の中は空間が空いていて、その中に管(くだ)が通してあります。その管に六角枠の糸か
ら必要な分だけを巻きつけて管を杼の中にセットします。こうして、「綜絖の上下運動」と「杼の左右運動」と「筬の前後運動」とにより織物が織り上
がりっていきます。 -

-
<織り準備の糸の流れ>
糸は、綛から管に巻かれるまでに、「チヂミ」→「糸巻き機」→「管巻き機」、の順に巻き取られます。その糸の状態も「綛から六角枠へ」、「六角枠 から管へ」、というように姿を変えて巻き取られます。巻き取り機械の名称は、特に正式な名称とは違うかもしれませんが、米沢産地で呼び習わしてい る名称に従いました。「チヂミ」は、撚りをかける意味合いもあるので「縮み」の字が当てはまるのかもしれません。間違っても韓国風お好み焼きの事 ではありません。 -


-
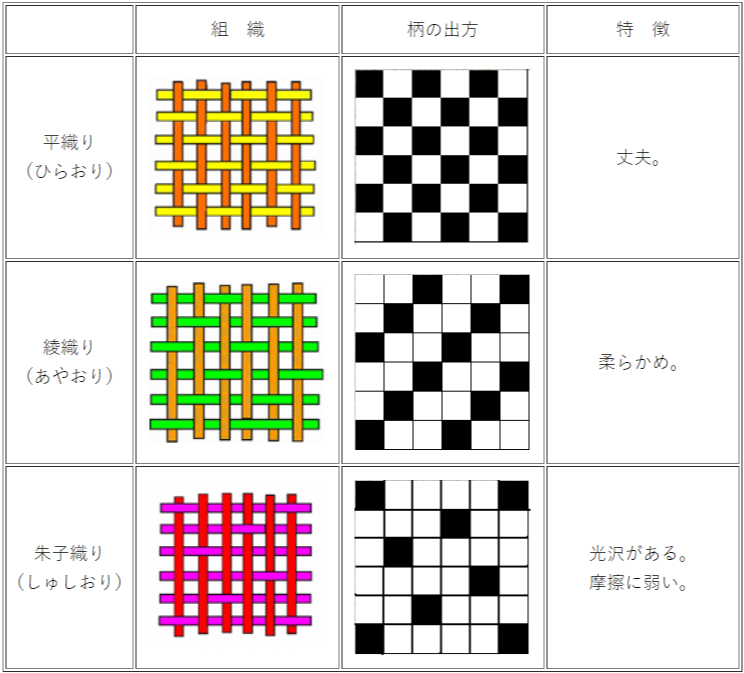
<織りの種類/三原組織>
織物組織の基本となる三つです。
平織り(ひらおり)・綾織り(あやおり)・朱子織り(しゅすおり)の3種類があります。 -
-
-
ページトップへ戻る
-
- Contact
- その他、ご意見・お問い合わせはこちら。
- お問い合わせ